リベット打ち出し器 |
Rivet Press |
 |
Prototype of my next project has rivets. この次作るつもりの車両はリベットがあります。 |
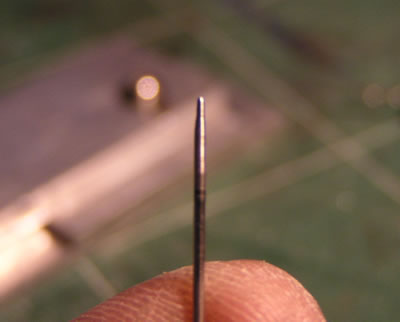 |
This is the punch. I made it from 0.8mm piano wire. I round the tip of the punch to 0.5mm diameter and made it round. パンチは0.8mmのピアノ線から作ります。先を約0.5mmまで削り、さらに丸めてあります。 |
 |
Put the punch to the chuck of the drill press. Fix the jig to the drill press by double-sided adhesive tape after alignment. Press styrene sheet between the punch and die. (Do not run the drill! You may get a hole instead of rivet.) By feeding from right to left using the index edge, straight and equally distanced rivets are obtained. ボール盤のチャックにパンチを取り付け、ジグを位置合わせをして両面テープで止めます。ドリルは運転してはいけません。リベットではなく穴が開いてしまいます。パンチとジグの間にスチロール板を挟んでプレスします。右から左へジグの角で位置決めしながら、プレスして行けば真っ直ぐで等間隔に並んだリベットの出来上がりです。 |
 |
This is a sample of rivets made on scrap styrene strip. こんな感じでできました。 |
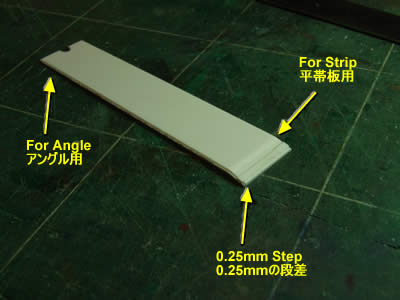 |
Added Holding a strip while pressing revets was not easy and I made many mistakes. So I made this holding jig. リベットを細い帯板に打つのって結構難しいので、このような保持ジグを作りました。 |
 |
Using the jig on a flat strip. 平帯板はこのように押さえます。 |
 |
Using for an angle. こちらはアングル。手で押さえるよりはるかに確実でミスもありません。 |